In the era of digital transformation, production environments increasingly demand smarter, more agile systems that enhance visibility, streamline operations, and enable data-driven decision-making. Integrating ERP data with planning, execution, quality control, and reporting tools into one unified digital ecosystem is no longer a luxury, it is a necessity.

At Iotabe, we delivered a comprehensive, scalable solution for a global leader in industrial and bioscience innovations. Built entirely on Microsoft Power Platform and a centralized SQL database, this system enables real-time access to production data across departments, from planners to shop floor operators to quality inspectors.
Our set of purpose-built Power Apps and Power BI reports support the full lifecycle of a production order, planning, execution, quality control, and analysis, while a single source of truth (SQL database) ensures consistency, traceability, and long-term scalability.
This is more than a software solution. It is the digital foundastion for smart, integrated manufacturing.
Digital Factory is an integrated set of applications and reports accessible from a single interface. All modules share a central database, with operational data continuously presented in Power BI reports.
The Planning App is the operational heart of the production scheduling process. Designed for planners and shift supervisors, it serves as a smart bridge between ERP systems and real-time shop floor execution. It provides a user-friendly, dynamic environment for managing and optimizing production orders directly on the production timeline.
Key Features:
Business Value:
The Planning App empowers production planners to adapt quickly to disruptions – machine breakdowns, raw material shortages, or last-minute customer priorities. It improves production line utilization and significantly reduces planning overhead.
Because it is fully integrated with other ecosystem apps, changes in the plan are automatically propagated to operator dashboards, quality inspections, and reporting layers. This eliminates manual coordination and ensures consistent, up-to-date information across departments.
APP
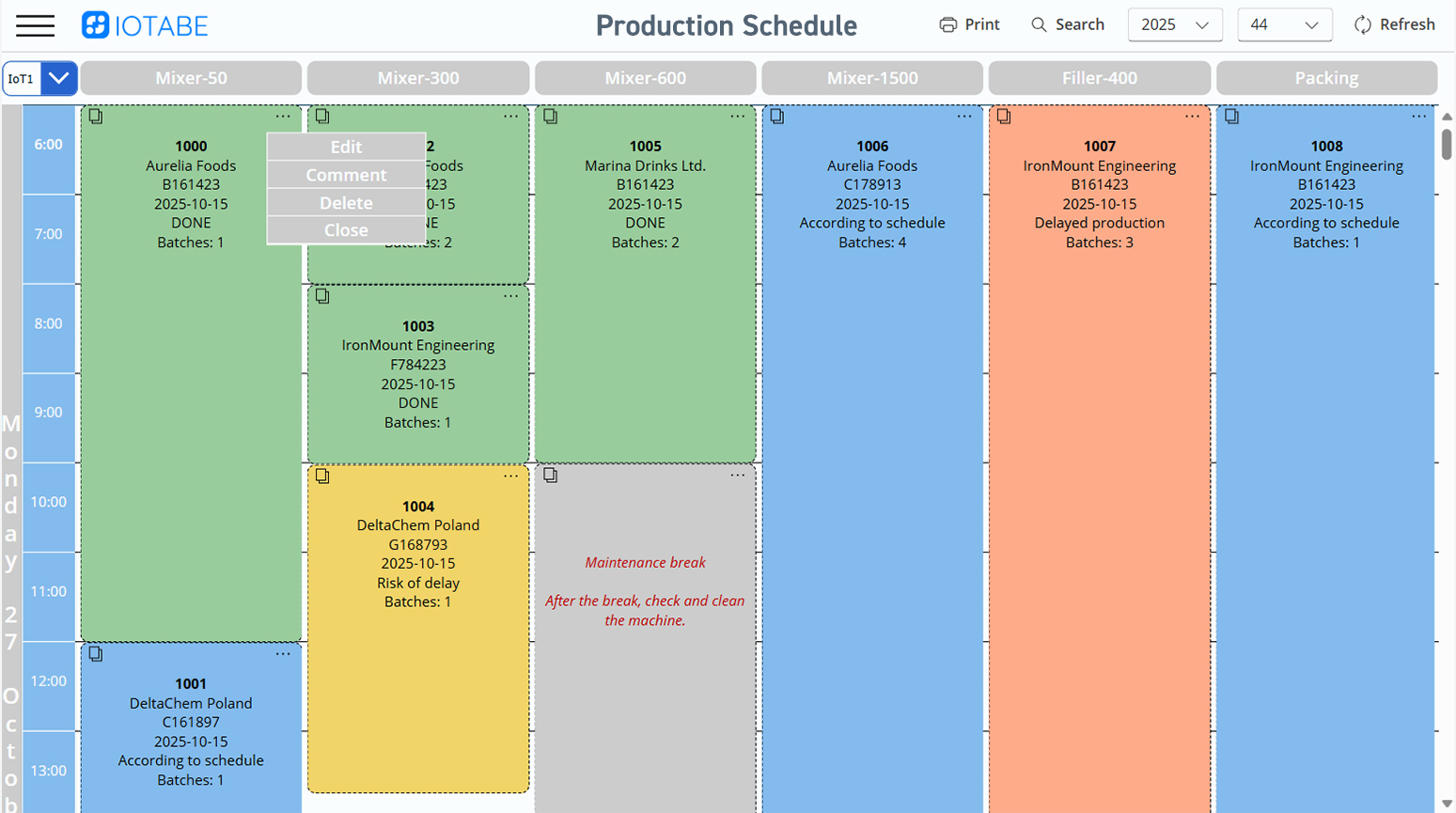
The Planning Schedule provides a clear overview of current production orders and ongoing activities on the production floor. It supports real-time management of tasks, making it easier to plan next steps and optimize time and resource allocation.
REPORT
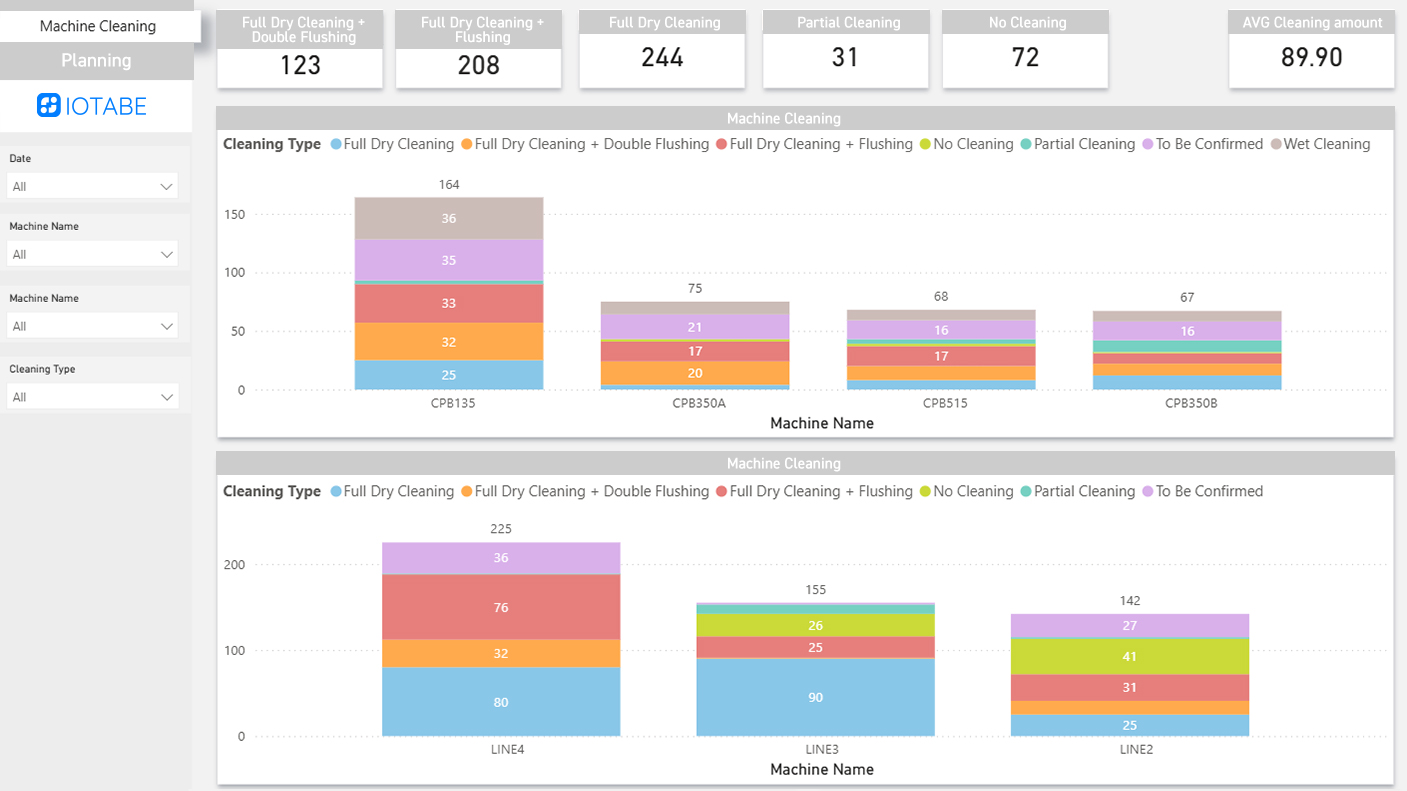
The report based on data collected in the Planning App, enables detailed analysis of key performance indicators. It provides insights into metrics such as the distribution of different cleaning types across individual machines, supporting better operational monitoring and decision-making.
The Operator’s App is a frontline tool designed specifically for production staff to monitor execution, register downtimes, and provide end-of-order summaries. It connects directly to the real-time production schedule created in the Planning App, ensuring that operators always work with the most up-to-date information.
Key Features:
Business Value:
The Operators App eliminates paper-based data capture and manual reconciliation by digitizing key elements of daily operations. It ensures transparency across production lines and helps reduce unplanned downtime by enabling accurate data collection for future analysis.
By enabling direct operator feedback, the app enhances data quality and provides planners and quality teams with real-time insights, creating a closed feedback loop that improves operational responsiveness and efficiency.
APP
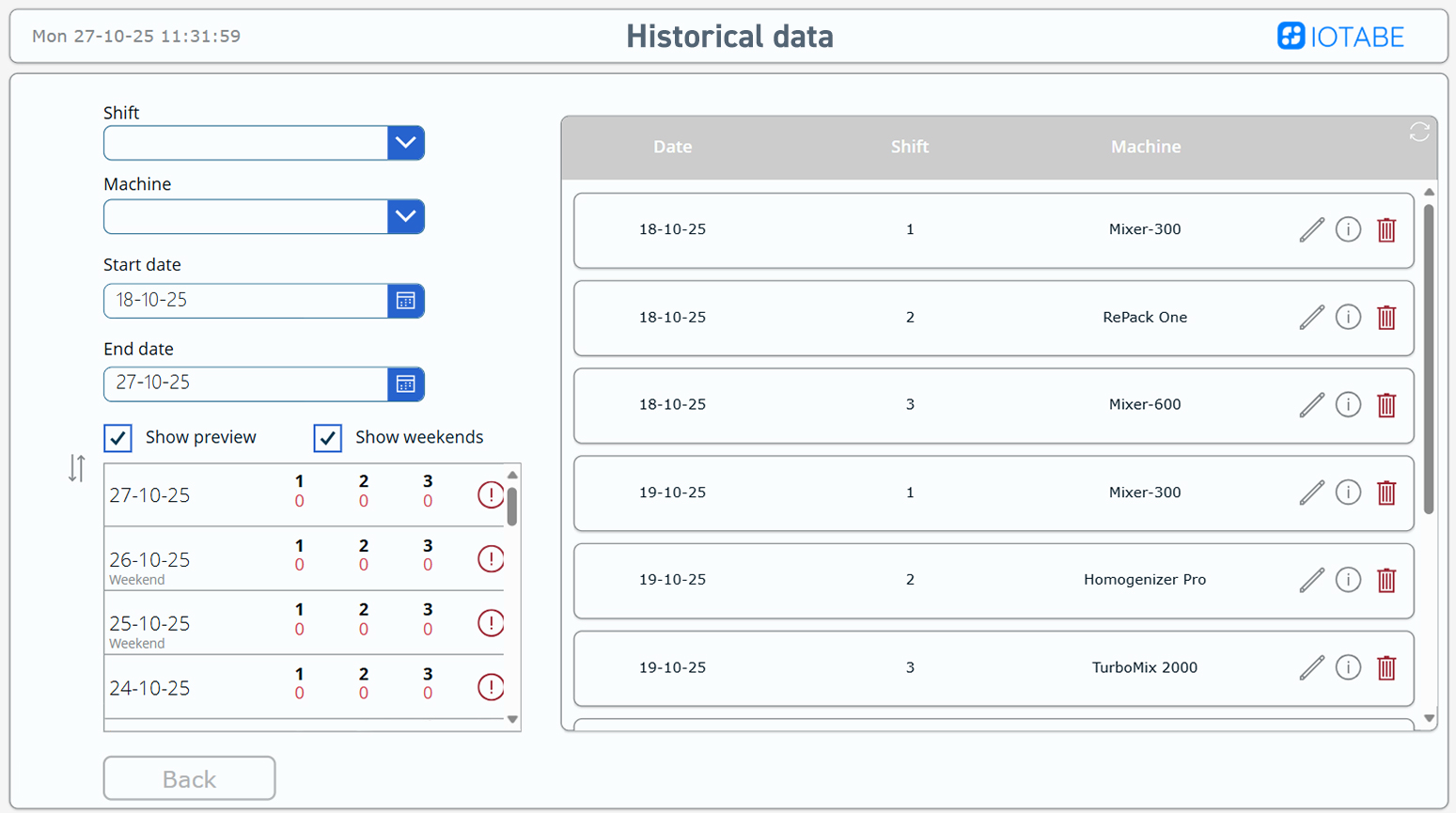
The Operators App allows users to review and analyze historical production orders, supporting better insights and more informed planning of future production activities.
REPORT
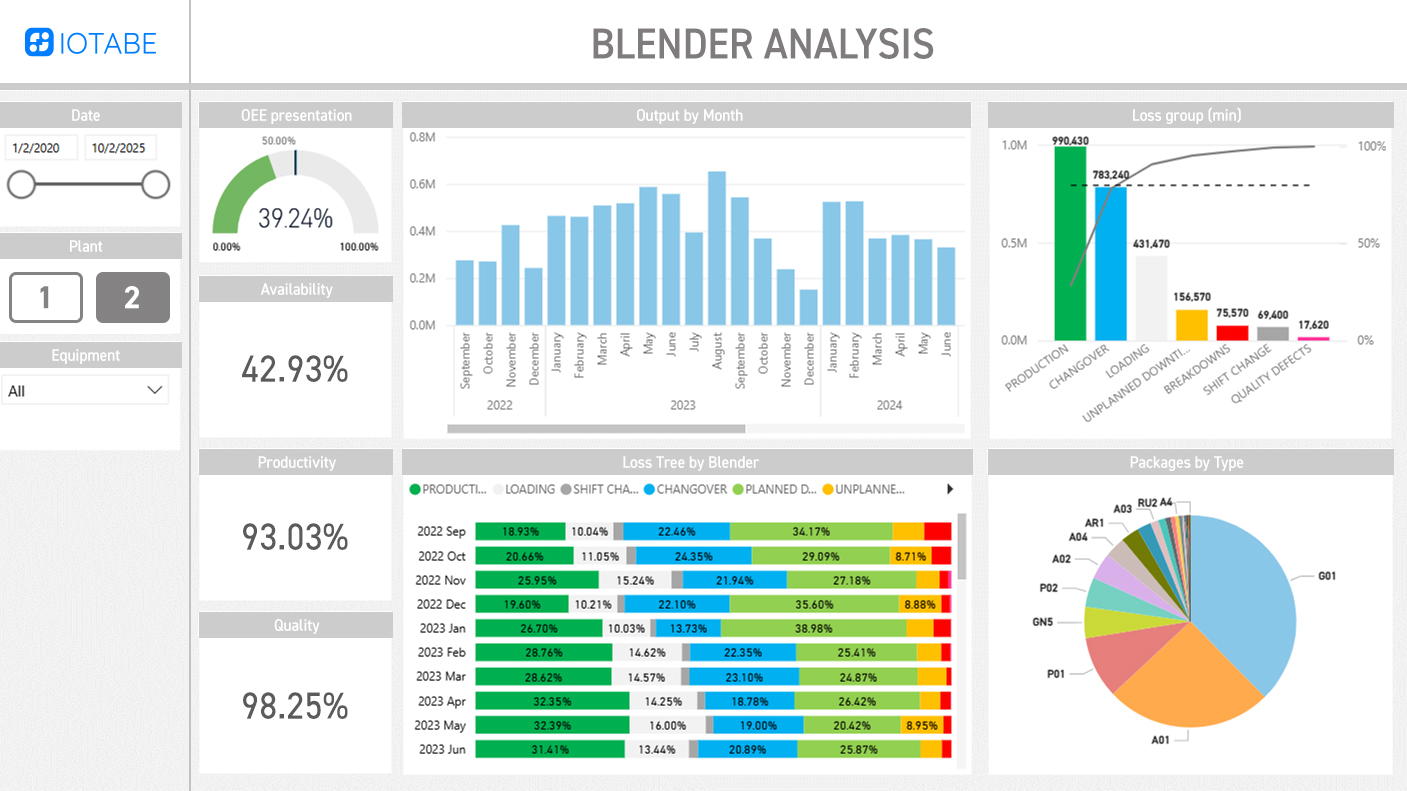
Based on data collected from the Operators App, the dashboard provides visibility into OEE, individual loss categories, and production volumes across specific machines and time periods. It enables users to monitor performance trends and identify areas for operational improvement.
The Quality App is tailored for quality inspectors and technicians to evaluate the finished goods at the production order level. It provides structured workflows for recording quality metrics, capturing deviations, and ensuring traceability of inspection results.
Key Features:
Business Value:
The Quality App ensures that production quality is documented and traceable, supporting both internal audits and regulatory compliance. By digitizing inspection workflows and connecting quality data with planning and execution layers, the app contributes to continuous improvement and faster resolution of recurring issues.
This integration helps quality teams work proactively, leveraging live data and historical trends to identify patterns and prevent future defects.
APP
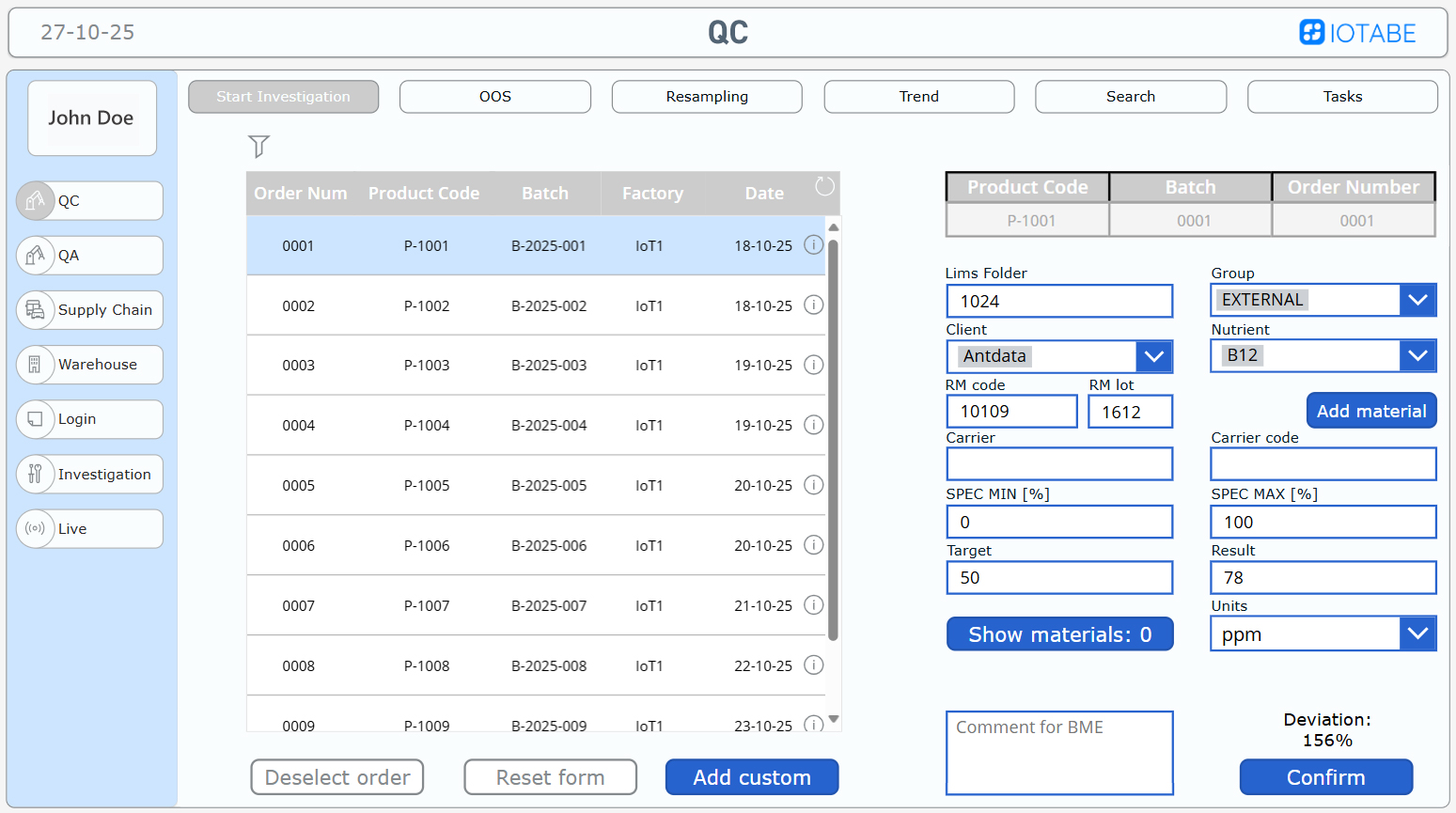
The Quality App provides dedicated tools that help users ensure and verify the quality of produced goods. It supports structured inspections, improves traceability throughout the production order lifecycle, and enhances communication by enabling transparent tracking of quality-related activities.
REPORT

Based on data collected in the Quality App, the report enables users to analyze product quality results in detail and identify recurring patterns or root causes of non-conformities. This supports faster corrective actions and contributes to continuous improvement of the final product quality.
The Raw Materials App is an extension of the Quality App, focused on verifying the integrity, safety, and suitability of raw materials used in production. It enables quality inspectors and warehouse personnel to assess incoming materials and link them directly to the production orders they feed into.
Key Features:
Business Value:
The Raw Materials App adds an important layer of control to the production process by ensuring that only validated, safe, and compliant materials are used. It strengthens quality assurance practices and reduces the risk of defects stemming from raw material inconsistencies.
By digitizing and automating raw material inspections, the app supports end-to-end traceability, from supplier to final product, a critical capability for industries that must meet high regulatory standards or work with sensitive production inputs.
APP
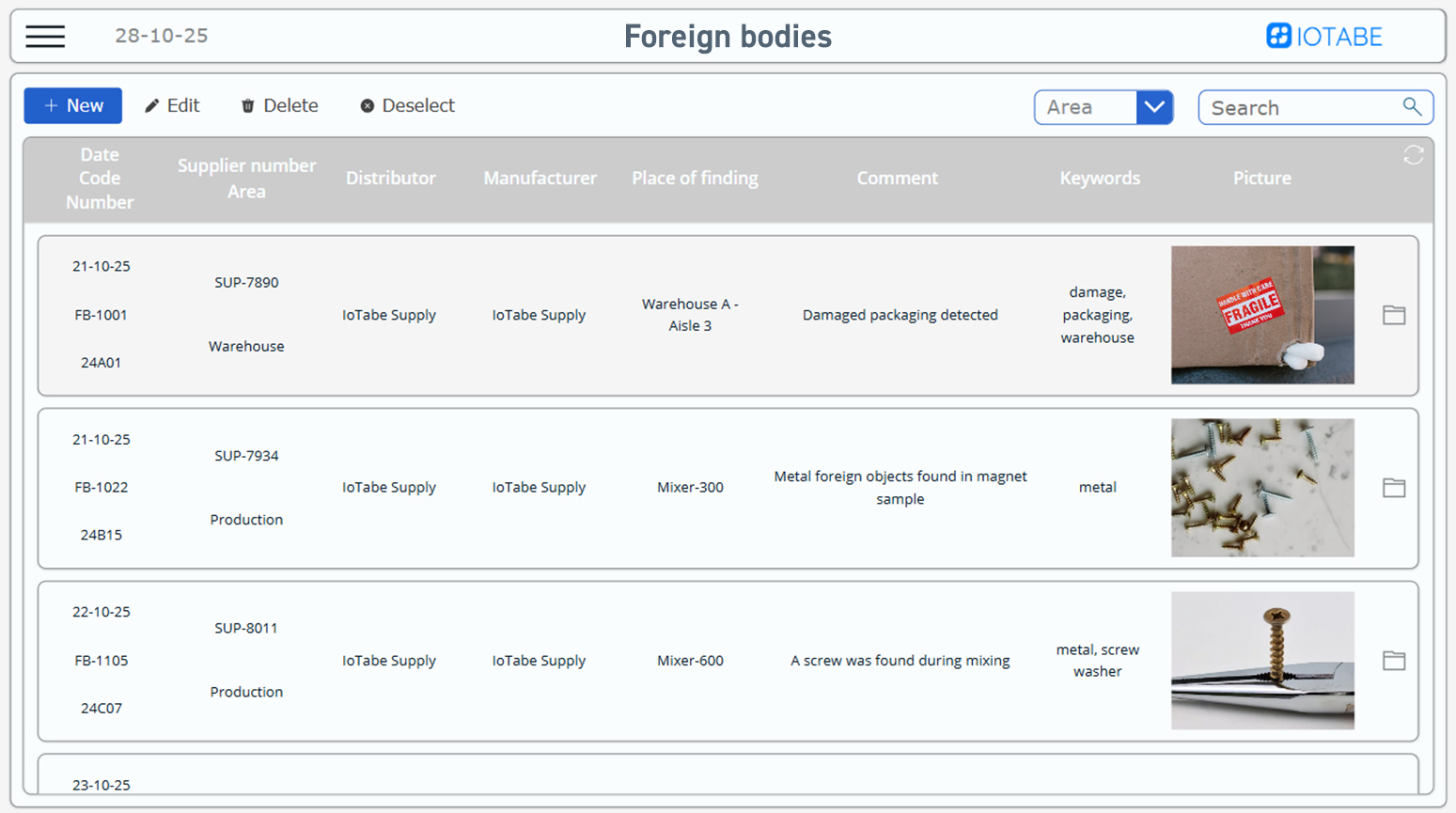
The Raw Materials module helps organize and analyze detected defects in incoming materials. It centralizes all relevant information, making it easier to identify recurring issues and implement corrective actions that improve overall product quality and supplier performance.
REPORT
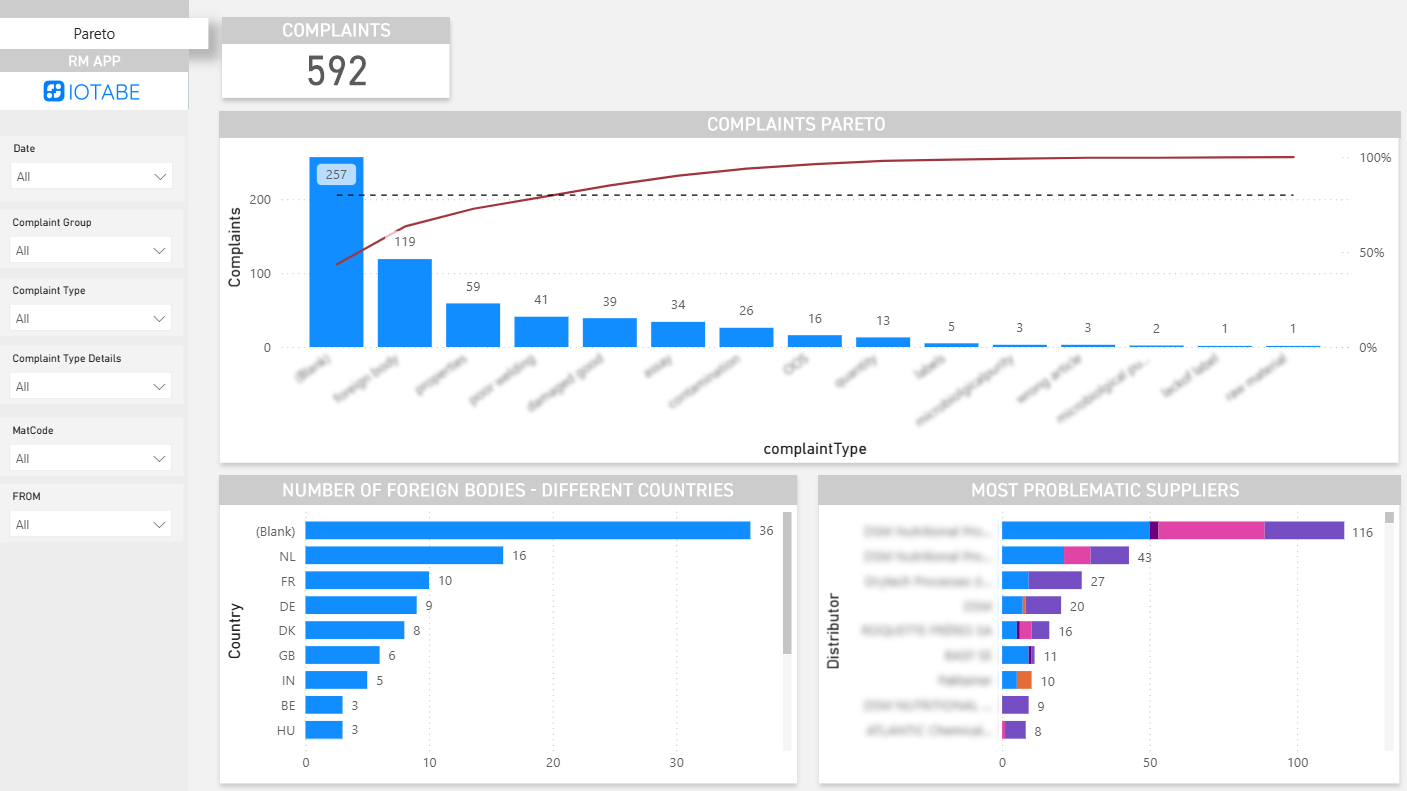
Based on data collected in the Raw Materials App, the dashboard enables users to analyze problematic materials and supplier-related issues. It supports identifying recurring defects and taking actions to reduce, eliminate, or limit the use of non-compliant raw materials in future production processes.
The reporting layer of the solution is built using Power BI and is fully integrated with the unified SQL database powering all applications. These interactive dashboards and reports provide real-time and historical insights across planning, execution, quality, and materials.
Key Features:
Business Value:
Power BI Reports transform raw operational data into actionable insights, enabling continuous improvement, better resource allocation, and faster decision-making. By combining data from all Power Apps in a single analytical layer, the system eliminates silos and provides a complete, real-time view of the production process.
Thanks to its visual clarity and interactivity, Power BI empowers users across departments to explore trends, identify bottlenecks, and prioritize corrective actions without relying on external analysts or IT support.
At the core of the entire system lies a centralized SQL database that serves as the single source of truth for all applications and reporting layers. It ensures data consistency, integrity, and traceability across every module – from planning and operations to quality and analytics.
Key Features:
Business Value:
A unified SQL database eliminates data silos, manual exports, and versioning issues. It supports real-time decision-making by delivering reliable, up-to-date data to every application and report.
From an IT and governance perspective, the database simplifies maintenance, enhances security, and ensures compliance. And because it is hosted in the cloud, it is highly available, scalable, and accessible – whether from the shop floor, the office, or remotely.