The Internet of Things (IoT) is no longer a futuristic concept – it’s woven into the fabric of our daily lives. From smart thermostats optimizing our energy use to wearables tracking our health, connected devices are transforming how we interact with the world around us. Here at Iotabe, we’ll keep you up-to-date on the latest IoT trends, innovations, and their impact on everything from our homes and cities to businesses industries. Stay tuned as we explore the ever-evolving landscape of the interconnected world!
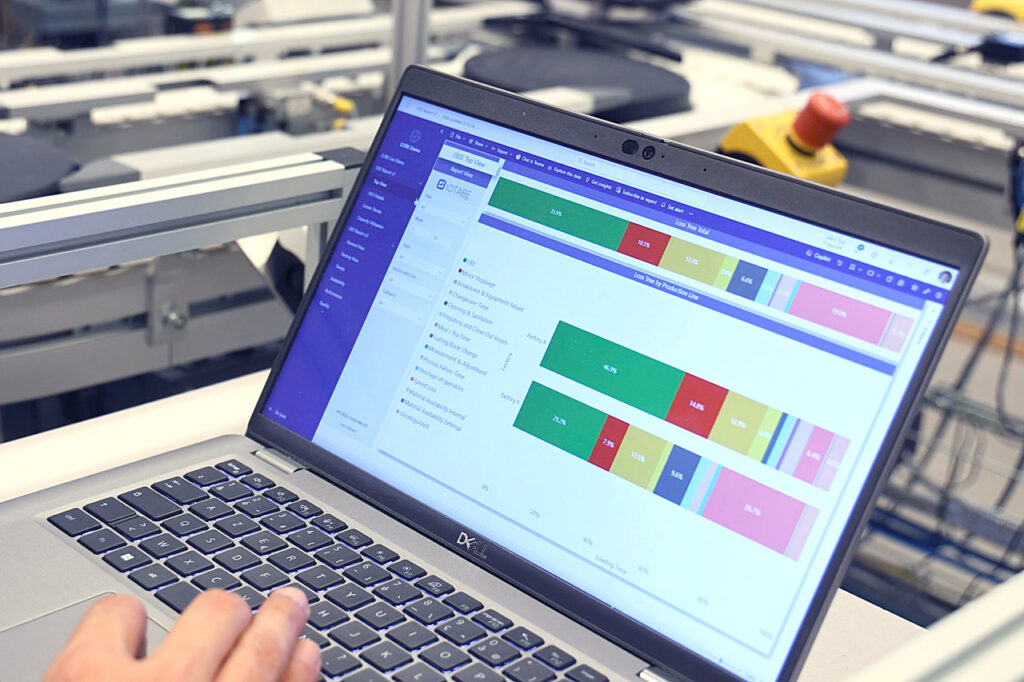
This case study outlines an IoT-based Overall Equipment Effectiveness (OEE) monitoring system that leverages various Microsoft Azure services to improve integration, digitalization, and automation in manufacturing processes. The solution addresses critical business challenges and utilizes Azure’s flexibility and scalability.
The system offers a scalable and cost-effective approach, enabling businesses to pay only for the resources they use. It also demonstrates the flexibility and democratization of the Azure platform, empowering users to maintain and further develop the system with specialized training in specific tools and services.
Discover how we successfully implemented our CORE OEE monitoring system at Upfield (Flora FG), the world’s largest plant-based consumer packaged goods company.
Integrates diverse data sources into a central repository.
Connects and manages IoT devices.
Develops a user-friendly human-machine interface.

Provides real-time data processing.
Conducts live and historical data analysis and reporting.

Establish alert and notification systems.
An ideal system for monitoring manufacturing efficiency KPIs, including OEE, should:
These characteristics can be achieved through a composable approach using autonomous modules, services, or IoT hardware components.
The following describes a composable approach solution based on Azure services and IoT terminals with sensors:
1. Integration of Data:
Azure Data Factory extracts data from various manufacturing management systems, processes it, and loads it into a central repository (Azure SQL Database), becoming the primary “source of truth.” This allows seamless communication among different data sources.
2. Adaptation to Different Machines:
Azure IoT Hub collects data from independent IoT sensors placed directly on machines, pre-processes it, and sends it to the central repository. The IoT Hub also enables remote management of sensors.
3. Human-Machine Interface:
Microsoft PowerApps provides a customizable application for operators to interact with the system via mobile devices or web browsers, facilitating autonomous decision-making.
4. Real-Time Data Visualization:
Azure Stream Analytics processes data for realtime visualization and analysis services such as Power BI.
5. Historical Analysis:
IoT sensor data stored in the central repository is combined with other data sources for Power BI to create tailored reports on downtime, unused capacity, production waste, and costs.
6. Advanced Analytics:
Azure ML Studio supports advanced analytics, such as training models for early detection of machine failure patterns based on sensor data.
7. Alert and Notification System:
Power Automate and Azure Logic Apps manage alerts and notifications, informing personnel through automated messages and in-app notifications.
The system is easily scalable across a single factory or an entire organization. Adding users or increasing database capacity is straightforward using the Azure Portal. Integrating additional factories requires minimal effort, ensuring historical and real-time data can be accessed organization-wide, creating a digital twin of the manufacturing supply chain.
Azure services are well-documented and modular, allowing trained personnel to maintain and develop the system, reducing risks and ensuring cost-effectiveness through competitive Microsoft service markets.
CORE is more than just OEE monitoring – it’s a scalable platform that grows with your needs. Add powerful modules like Waste Reporting, Quality Management, Safety, and Production Planning to unlock deeper insights and greater control.
Enhance your system further with Microsoft Azure services such as Custom Vision for real-time defect detection using live camera feeds, or Databricks for advanced AI-driven analytics..